|
工房便りダヨ〜ン^^;;
|
|||
|
|
2005.7.27
|
||
 |
|||
|
ポットのノブを作るには、基本的な機械加工を知らなければできないかも。単純に一つだけを作る事とは違い、同じものを量産しなければならず、作業工程をしっかり把握しなければなりません。 |
|||
|
|||
|
|||
| 写真左にあるのが自作したカッターです。開穴とナットの退け部分を一発で切削できます。右側にあるドリルの刃は、開けられる穴の底が平らになる特殊ドリルで径は2mm。セレーションが施されるツマミ部分に使います。正確に3mmの深さが保てるようストッパーを自作しました。 | |||
|
|||
|
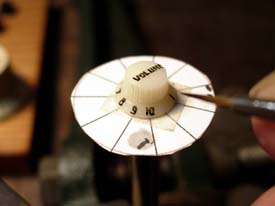
セレーションとよばれるギザギザの加工に入ります。90°の溝加工用カッターで削っていきますが、溝の深さは0.17mm。これは削る対象が正確に回転しなければ綺麗に溝が掘れません。そこで購入したての新兵器の登場です。 このダイヤルゲージは1/100精度で凸凹を測定してくれる優れものです。加工物に先端を押し当て、実際にロータリーテーブルを廻しながらセンター精度をチェックします。ロータリーテーブルは8°傾斜していて、理屈では正確にセンターが出ていなければならない訳ですが、そんなに甘くない。ゲージの針が止まるまで調整します。 |
|||
|
|||
|
|||
|
|||
|
|
2005.6.30
|
||
|
|||
|
ポットのつまみ^^;;。ギザギザのセレーションは7.2°角、全部で50本。素材はアクリル製です。台座とつまみ部分は別々に作り、はめ込み式で接着。これを当初はキャスト製法で考えていましたが、小さい故に細かなセレーションまで再現するには、相当に大掛かりな装置が必要になるのが想像できます。理想的には真空装置を設置し、気泡の混入を防ぎ熱プレスするのが望ましいでしょう。こんな装置、とても無理です。^^;;いい方法が見つかるまで、しばらくはひとつひとつをこうして手作りしなければならない訳です。 |
|||
|
|
|||
|
1/3Guitar製作への感想をお待ちしております。お問い合わせは
メールかGuitar Topの投稿フォームからお願いします。 水野哲也ミニチュアギタースタジオ |
|||